
Inhoud
- De taal van werktuigbouwkunde
- Basismatrijsontwerp en bouwterminologie
- Stempelen Pers
- Druk op Beroerte
- Matrijsgrootte
- Gietstukken
- Die Detail
- Frezen en verspanen
- Kernontwerp
- Lege tekening
- Trim sterven
- Trim Steels
- Pierce-apparatuur
- Die Cam
- Vragen
Jason Marovich was van 1990 - 2005 werkzaam als tekenaar en CAD-operator op het gebied van automotive engineering.

De taal van werktuigbouwkunde
Er is een soort pseudo-taal die is ontwikkeld in de metaalpersindustrie. Voor de leek is dat niet duidelijk over hoe plaatwerkonderdelen worden gemaakt, luisteren naar iemand die erover praat, kan hetzelfde zijn als luisteren naar iemand die een vreemde taal spreekt.
Deze gids is geschreven om diegenen te helpen die willen weten waar ingenieurs en fabrieksarbeiders het over hebben als ze het hebben over het stempelen van plaatmetaal en de machines die de processen van stempelen, vormen, trimmen, flenzen, doorboren en opnieuw slaan van plaatwerk uitvoeren.
Die engineering is een van die ambachten die jaren nodig hebben om volledig te begrijpen. Ten minste een grove kennis van metallurgie, druksystemen, staalbewerking en ijzergieten zijn allemaal gereedschappen die ontwerpers en bouwers van matrijzen bezitten.
Computertechnologie heeft de leek een manier gegeven om driedimensionale modellen van stempelpersen en matrijzen te bekijken. Deze virtuele ontwerpprogramma's zijn cruciaal om anderen in staat te stellen een dobbelsteen te volgen door de verschillende fasen van het ontwerp en de bouw. Maar als u geen idee heeft naar welke componenten u kijkt of welk doel ze dienen, zult u moeite hebben om iemands uitleg van de machine te volgen, simpelweg omdat zoveel van de namen en woorden die in de machinebouw worden gebruikt niet bekend zijn bij de persoon die geen langdurige blootstelling heeft gehad aan de metaalstansindustrie.
Voor een nog meer basale inleiding tot het stempelen van plaatmetaal in de auto-industrie, leest u "Stempelmatrijzen: een basisuitleg van metalen stempels"Die gids is bedoeld om mensen te helpen de meest fundamentele concepten te begrijpen van hoe een auto-onderdeel gemaakt van plaatwerk van concept tot productie gaat en fungeert als een educatieve inleiding tot dit artikel.
Basismatrijsontwerp en bouwterminologie
De volgende termen zijn in volgorde van bruikbaarheid; ze krijgen de opdracht om iemand te helpen die niet bekend is met mechanische matrijstypes en hun toepassing als gereedschap om gestanste metalen onderdelen te maken.
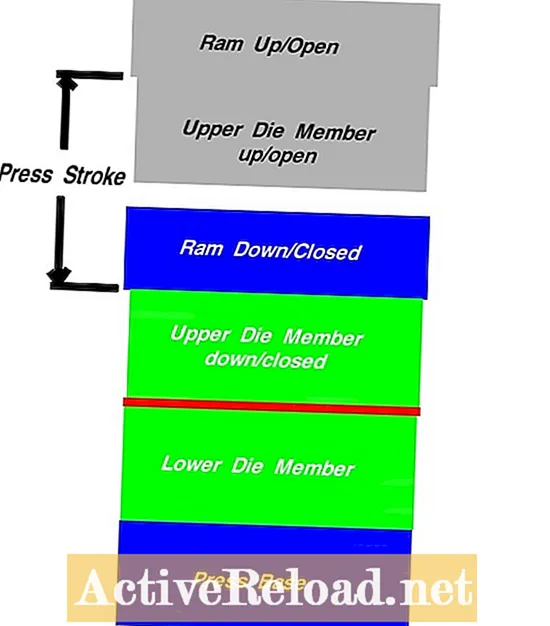
Stempelen Pers
Dit is de machine waaraan een voltooide matrijzenset wordt bevestigd. De onderkant van een pers, of de basis, staat stil. De bovenste ram beweegt op en neer en levert de druk die nodig is om de metalen plaats op de onderste helft van de matrijs te vormen of vast te houden, die op de stationaire basis is gemonteerd. Het bovenste matrijsdeel is op de ram gemonteerd en beweegt daarmee op en neer.
Druk op Beroerte
De ram van een pers gaat naar beneden totdat het bovenste matrijsdeel op het onderste matrijsdeel is gesloten. De ram keert dan terug naar boven, opent de matrijs en laat toe dat het voltooide onderdeel wordt verwijderd. Een nieuwe blanco wordt vervolgens in de matrijs geplaatst. Elke op- en neerwaartse cyclus wordt uitgevoerd volgens dezelfde specificaties, afhankelijk van het type pers. De afstand die de ram omhoog of omlaag aflegt, is de persslag.
Grotere persen hebben doorgaans een grotere persslagafstand. Een andere belangrijke factor van persslag zijn slagen per minuut. Verschillende persen hebben verschillende snelheidsvariaties, en twee factoren, persslagafstand en persslagen per minuut, worden zorgvuldig overwogen voordat de matrijsingenieurs beginnen te werken aan de matrijzen die op de perswagen en de ram worden gemonteerd.
Matrijsgrootte
Deze afmetingen verwijzen over het algemeen naar de bovenste en onderste platen - de rest van de componenten van de matrijs zijn gemonteerd. Dit zijn ofwel matrijssets gemaakt van stalen of gietijzeren schoenen. IJzer is goedkoper dan staal, dus als er een grote matrijs nodig is, zal deze hoogstwaarschijnlijk van ijzer zijn gemaakt. Kleinere matrijssets zijn gemaakt van staal en worden vaak verkocht als complete matrijssets met geleidepennen en montagesleuven of gaten. De afmetingen van een matrijs zijn inclusief de totale (o.a.) matrijsafmeting en de matrijsset. Als een bovenste ijzeren plaat 50 mm dik en 1200 mm lang en 800 mm lang is, zouden de afmetingen er als volgt uitzien: 50 x 1200 x 800. Gegoten matrijzen kunnen eenvoudig in elke maat worden ontworpen, terwijl stalen matrijssets in verschillende maten worden verkocht. juiste kan soms een uitdaging blijken te zijn.
Gietstukken
Wanneer er een besluit is genomen om een matrijs van ijzer te ontwerpen, worden de delen van de matrijs gietstukken genoemd. Dit omvat niet de standaardartikelen zoals stempels of veiligheidsblokken, die normaal gesproken van staal zijn gemaakt. IJzer gietstukken zijn onbehandeld metaal dat kan worden bewerkt op verschillende locaties waar een schoon oppervlak vereist is (d.w.z. een montageoppervlak).
Bij het ontwerpen van gietstukken moet de ingenieur rekening houden met het gewicht, de wandsterkte, de kernafmeting en de kosten. Zodra een gietontwerp is goedgekeurd, wordt het uit het algehele ontwerp gehaald of gescheiden en krijgt het een eigen computerbestand. Dit bestand wordt naar een gieterij gestuurd waar het ijzer wordt gegoten volgens de exacte specificaties die de ontwerpbron hen heeft gegeven. Wanneer het strijkijzer afkoelt, is een ruw ontwerp van het driedimensionale ontwerp klaar voor verder werk door machinisten.
Die Detail
Dit zijn normaal gesproken gietstukken die uit het totale ontwerp worden getrokken, zoals hierboven beschreven. Maar ze kunnen stalen componenten bevatten. Telkens wanneer een tekening of 3D-model bouwers helpt een ontwerp beter te zien of te begrijpen, kan een bouwbedrijf om afzonderlijke lagen of bestanden vragen waarmee ze elk belangrijk onderdeel van de matrijs afzonderlijk kunnen bekijken. Een bovenste matrijsblok zou bijvoorbeeld worden gegoten en bewerkt uit materiaal (bestanden, blauwdrukken) dat niet alleen liet zien zoals het in de matrijs zat, maar ook afzonderlijk.
Frezen en verspanen
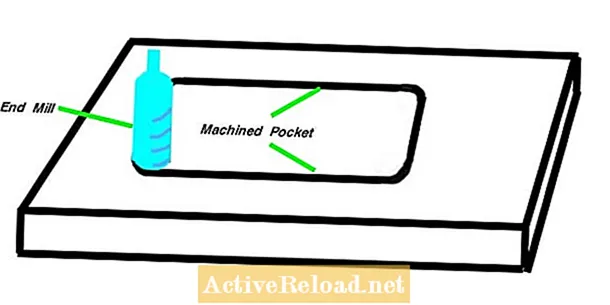
Het afwerken van een oppervlak wordt machinale bewerking genoemd. Het wordt vaak bereikt met een draaiende metaalsnijder, een molen genaamd. Frezen kunnen worden gebruikt om holtes in ijzer of staal te snijden, afgewerkte oppervlakken volgens strakke specificaties te maken en paden te volgen die in de computer zijn geprogrammeerd waardoor ze urenlang grote oppervlakken kunnen bewerken zonder te stoppen.
Let in de bovenstaande afbeelding op de afgeronde hoeken van de kamer die wordt bewerkt. Tenzij er een uitloop is - een manier waarop het pad van de snijplotter onbelemmerd kan worden wanneer deze wordt verwijderd of naar de volgende bewerking wordt verplaatst - worden de hoeken afgerond tot dezelfde straal als de snijplotter. Deze tools kunnen geen rechte hoeken maken, maar er zijn tools voor het branden van draad en andere opties om dit te doen.
Kernontwerp
Dit verwijst naar de praktijk die ontwerpingenieurs gebruiken om metaal lichter te maken. Dat wil zeggen, een stevig blok ijzer kan worden geboord (verlicht door een deel van het ijzer te verwijderen), zolang het de sterkte van het ijzer in de matrijs niet in gevaar brengt. De twee voordelen van het ontwerpen van een matrijs met een intelligent kernplan (vaak volgens de boornormen van de entiteit die het onderdeel heeft aangevraagd) zijn de kostenefficiëntie van het ijzer en de gevoeligheid van het matrijsgewicht.
Lege tekening
Dit is de operatie die wordt uitgevoerd door trekmatrijzen. Deze matrijzen zijn normaal gesproken de eerste of tweede dobbelsteen in elke matrijsopstelling. Een ongevormde metalen plano wordt in de matrijs geladen en gevormd volgens de specificaties in het onderdeelgegevensbestand. Tekenmatrijzen gebruiken druk om metaal te vormen. Een zwevend onderkussen, aangedreven door een druksysteem eronder, is een integraal onderdeel van elke trekmatrijs.Dit kussen kan worden gebruikt om het metaal tegen de bovenste pons te vormen of het kan worden gebruikt als een 'ring' om het metaal vast te pakken wanneer de pons naar beneden komt en het vormt.
Trim sterven
Dit type matrijs is ontworpen met de nadruk op het bijsnijden van ongewenst metaal van een onderdeel. Trimmatrijzen kunnen worden geïmplementeerd om grote gaten, zoals raamopeningen, uit te snijden. Trimmen tot een voltooide trimlijn wordt soms bereikt met meer dan één trimmatrijs in de opstelling. Ontwerpers zullen hun best doen om alle belangrijke snijbewerkingen in één matrijs uit te voeren, maar soms is het gewoon niet mogelijk.
Er zijn drie basistypen voor trimmen:
- Ruw trimmen: Materiaal wegsnijden om efficiëntie of toegang te krijgen bij de volgende bewerking, de laatste trim.
- Laatste trimmen: Dit is de bewerking waarbij het onderdeel wordt bijgesneden tot zijn uiteindelijke vorm.
- Binnenbekleding: Normaal gesproken meer betrokken en vereist een lay-outplan voor trimstaal, dit is het wegsnijden van openingen die zich binnen de laatste trimlijn bevinden.
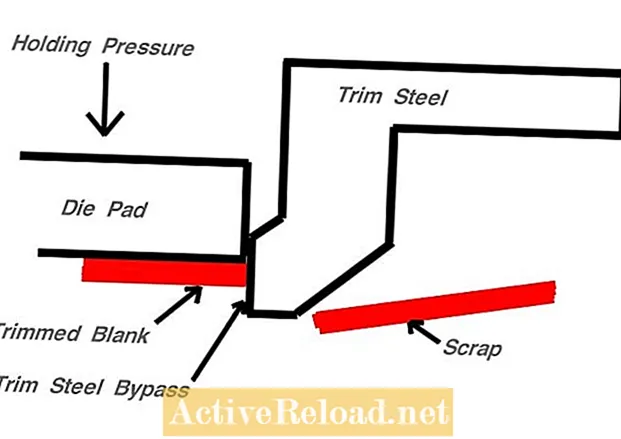
Trim Steels
Deze handzame stalen componenten hebben een montageoppervlak en een sierblad. De bladen die op een bovenste matrijs of nok zijn gemonteerd, werken als de bovenkant van een schaar. Wanneer ze op het metaal worden neergelaten, ontmoeten ze een lager staal dat fungeert als de onderkaak van een schaar. De staalsoorten worden lichtjes in het metaal ingevoerd, genoeg om de metaaldikte te omzeilen. Het plaatwerk dat na het trimmen van de trimlijn valt, wordt schroot genoemd.
Pierce-apparatuur
Wanneer kleinere openingen, zoals ronde of vierkante gaten, nodig zijn in een paneel, wordt een matrijsstempel gebruikt (gemonteerd in een matrijshouder, die op zijn beurt is gemonteerd op een sluitend matrijsoppervlak). Deze gehard stalen ponsen kunnen worden geslepen zodat een enkele pons de hele stempelprocedure, soms tienduizenden slagen, kan overleven. Doorsteekapparatuur verwijst normaal gesproken naar de mannelijke stempel, de vrouwelijke stempelknop en de montagehouders.
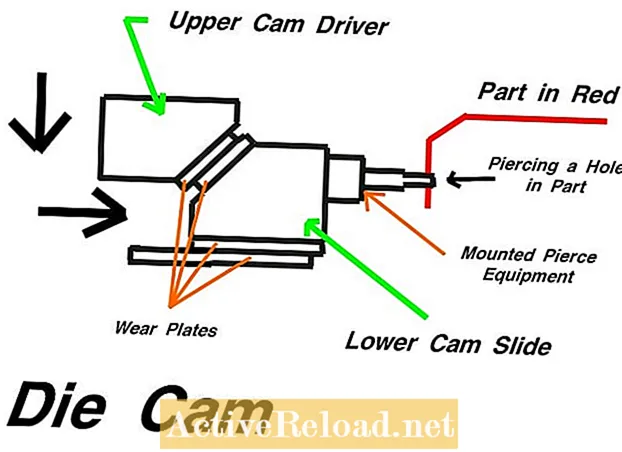
Die Cam
Dit is een mechanisch apparaat (zie onderstaande afbeelding) waarmee een matrijsoperatie kan worden uitgevoerd op een andere manier dan recht omhoog en omlaag. Een hoekig oppervlak kan worden bewerkt op het oppervlak van een matrijs om plaats te bieden aan een nokschuif, de helft van de nok die feitelijk op een meer horizontale manier kan bewegen. Het hoekige oppervlak van de nokaandrijver sluit zich aan op het hoekige oppervlak van de nokschuif, waardoor de onderste helft in een bepaalde richting schuift. Een pons die bijvoorbeeld op het vlak van de nokschuif is gemonteerd, kan door de nokkenaandrijver naar voren worden gedrukt, zodat deze horizontaal een gat in plaatstaal ponst.
Het is duidelijk dat degenen die interesse hebben in het ontwerp van de matrijs meer geavanceerde matrijsprocessen leren, en ze zullen worden blootgesteld aan steeds meer nieuwe terminologie. Omdat er zoveel mensen in verschillende ambachten nodig zijn om deel te nemen, is er een kans voor ambitieuze mensen om niet alleen de woordenschat in hun eigen vakgebied te leren, maar ook in elk van de complementaire processen.
Een goed afgeronde fabricagetechnicus begrijpt de reis die een blanco plaat aflegt om bij het eindproduct te komen. De machines die zijn gebouwd om deze onderdelen te produceren, doorlopen een proces dat net zo waardevol is voor de ingenieur die op alle niveaus wil praten over de fabricage van onderdelen.
Dit artikel is nauwkeurig en waar voor zover de auteur weet. De inhoud is alleen bedoeld voor informatieve of amusementsdoeleinden en vervangt geen persoonlijk advies of professioneel advies op zakelijk, financieel, juridisch of technisch gebied.
Vragen
Vraag: Wat is een "Jalicoal" keeper? Ik heb geen idee hoe ik het moet spellen. Jollicko?
Antwoord: De naam van het bedrijf is Jolico. U kunt hun bewaarblokken vinden en bestellen in hun standaardenboek.

